轧钢厂轧机轴承损坏原因分析及预防
钢厂轧制生产中轧机轴承经常出现损坏而严重影响生产的现象,从各方面对轧机轴承失效产生的原因进行了分析,并对产生失效的主要因素提出预防措施,以提高轴承使用寿命,降低轧机轴承的损坏,减少轧机故障停机时间,保证生产顺利进行。
 SIAIF耐高温轴承
SIAIF耐高温轴承
轧机轴承是轧机机架中的重要部件,也是轧机的主要易损件,其作用是支承轧辊转动,承受着由轧辊传递来的轧制力,并保持轧辊在机架中的正确位置。轧机轴承作为轧机的关键备件,其工作状态对轧钢产量以及质量都有着重要影响,但在日常工作当中轧机轴承时常发生损坏,使生产受到影响,给企业造成了巨大的经济损失,如何减少轧机轴承的损坏次数,提高轧机的作业率,成为设备管理人员亟待解决的课题。
 轧机轴承失效分析
轧机轴承失效分析
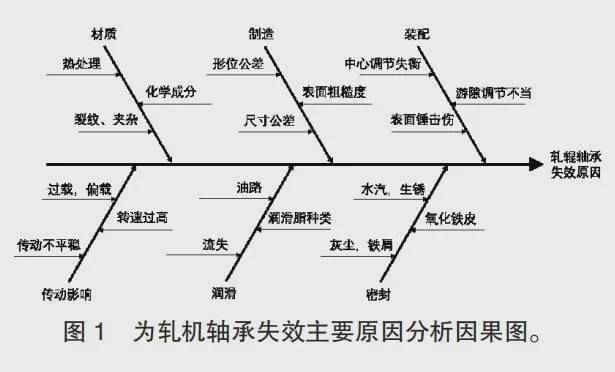
1 、轧机轴承失效形式及原因分析
轧机轴承属于精密部件,但其承载压力大,工作环境极差,长期处在高温、高热、高压水除鳞、氧化铁皮飞溅环境下工作,冷却水、氧化铁皮、硬质粉尘等容易落入轴承缝隙之中,加速零件的磨损,降低零件的使用寿命。常见的轧机轴承失效形式有:工作表面的疲劳剥落、碎裂、磨损、压痕、过热或烧损。轧机轴承的失效形式及其原因错综复杂,经常以一种或多种形式交叉表现,引起这些失效现象的原因也可能一个或多个因素共同作用的结果,其中有很多因素难以用定量的表示方法来显示与轴承失效存在直接联系。现就轧机轴承失效的主要原因进行分析探讨。
1.1、轴承本身缺陷
(1)原材料本身存在裂纹、夹杂、缩孔、气泡、过烧等缺陷,材料的洁净度差,含有较多非金属夹杂物,破坏了金属基体的连续性,降低了材料的塑性、韧性以及疲劳性能,在交变应力反复作用下,夹杂物附近发生应力集中,造成点蚀,点蚀扩展后将形成疲劳剥落,疲劳剥落的后期阶段损坏就是疲劳碎裂。
(2)热处理缺陷。金相组织不合格,组织不致密不均匀,脱碳层过深,残留奥氏体量过多,应力过大等,造成材料的强度不合格。硬度偏低容易造成磨损或压痕,硬度偏高容易造成碎裂。
1.2、加工缺陷
(1) 倒角、油槽、砂轮越程槽有尖角或者位置不对等,形成集中负荷高应力区,导致局部应力集中;
(2)零件加工精度差,几何精度、形位公差及表面粗糙度超差,存在变形、毛刺、机械伤、加工刀痕、粗糙凸峰等高点,使接触表面应力增大,轴承载荷分布不均匀,并且影响了轴承润滑油膜的形成与保护,形成表面疲劳剥落。
1.3、轴承装配不当
(1)不合理的装卸。安装使用工具不当、拆卸、安装方法不正确,受力过大或受力不均匀,导致碎裂等。
(2)装配精度不合格。轴承本身不清洁,轴承工作表面和配合表面或者润滑脂中含有颗粒和杂物,引起高点支承受力,导致轴承载荷分布不均匀,使轧机轴承的承载能力下降,加速轧机轴承的磨损。
(3)游隙不合适。轴承安装游隙的大小关系到整个轧辊的运行状态,它对轴承的载荷分布、运转精度、使用寿命、磨擦和温升等性能都有影响。轴承安装游隙过小,相关零件相蹭和润滑不良,是轧机轴承产生过热或烧损的重要原因;轴承安装游隙过大,导致设备产生振动和噪声,旋转精度降低,应力集中等现象。
1.4、润滑不良
(1)选脂不当。润滑脂质量不合格,或变质失效。
(2)润滑不良。油路不畅,供油不足,缺乏润滑,工作表面形成不了润滑油膜,使金属与金属直接接触,产生的表面应力,造成表面损伤。
1.5、密封不可靠
有污物、湿气、水分、异物颗粒等侵蚀轴承工作表面,存放时生锈,而产生磨损;或密封不良使颗粒和杂物渗入轴承工作表面,使润滑油膜遭到破坏,造成应力集中点,产生压痕形成疲劳剥落,造成表面损伤。
1.6、轧机传动影响
(1)过载或偏载。轧制负荷或冲击负荷过大,例如,轧制工艺不合理,冷钢轧制、前道坯料尺寸过大、传动不平稳,转速过高,轴承工作温度过高等,异常负荷造成局部过载,在剧烈的冲击负荷及交变应力的作用下,轴承工作表面接触应力加大,超过材料的强度极限,造成套圈瞬时碎裂,也是轴承过热或烧损的主要原因。
(2)轴承在静态或低速状态下承受较大负荷或冲击负荷,使滚动表面产生塑性变形,造成压痕,例如,轧机卡钢时。
2、 预防措施
大量的轧机轴承失效分析证明,有 70% 的轧机轴承故障失效是由于非正常原因造成的,例如安装不正确、窜辊、超载、偏载、润滑不良、密封不好等因素。因此,采取一定的预防措施是非常必要的。
2.1、加强在线跟踪监测,做好工作记录
(1)建立轧机轴承使用维修档案,根据机架轴承座的编号,记录轧机轴承的更换时间,在线使用周期,损坏原因以及维护和监测状况等,加强对轧机轴承运维状况的管理,做好数据统计,研究总结轧机轴承失效的规律性和共性的问题,以便准确具体地提出轧机轴承降耗措施。
(2)加强过程监测是早期预防轧机轴承失效,避免突发性事故的有效措施。听,通过听声音来判断轧机轴承是否正常运行,借用超声波检测仪可以更有效地发现问题;看,如果润滑脂变色变脏,说明润滑脂受到污染或变质,应对密封进行检查,并及时更换润滑脂;测,利用红外线测温仪观测温度的变化,温度异常时,应及时停机处理。
(3)严格执行轧钢工艺规程,禁止过超大料和冷钢,防止轴承过载而碎裂;尽可能减少低速爬行、低速点动和空载盘车;发生堆钢情况时,应迅速处理,避免滚动体出现压痕和密封圈老化。
2.2、提高轴承的装配精度
(1)轴承精度要符合标准要求,辊颈、轴承座及相关零配件的尺寸公差、形位公差及表面粗糙度,要符合 GB/T275-93《滚动轴承与轴和外壳的配合》标准。
(2)安装轴承的场地要清洁、整齐、避免将杂质异物带进轴承内部,防止轴承在安装阶段受到污染,以保证装配精度。
(3)轴承拆卸后,应对轴承座及其附件进行清洗、测量,零件应符合图纸尺寸公差和技术要求,对于达不到图纸要求的零配件应予修理或报废。
(4)使用正确的装配工具,避免强烈冲击,装配辊环时禁止用大锤敲击,或击打轴承挡边内侧、滚子和保持架,更不允许在轧机壳体动用氧气或使用电焊。
(5)采取合适的轴承游隙,一般来说,在工况条件允许的情况下,游隙越小越有利于提高轧机轴承的使用寿命,可以用塞尺和百分表检查轴承装配是否安装到位可靠,并转动轴承座观察有无卡阻现象。
(6)正确安装调整轧机,减少引起偏载、力偶矩及冲击力大的因素。
2.3、提高轴承的润滑质量
(1)根据轧机轴承工作环境的特点,高温、高负荷、高精度、中低速以及密封性能要求高等情况选择合适的润滑脂,轧机轴承常用的是锂基润滑脂,锂基润滑脂的特点是抗水性和机械安定性能良好,防锈性和抗氧化性也较好,适用温度范围广,常用于潮湿和与水接触的机械部位。
(2)润滑脂的填充量要合适,由于轧机轴承的工作环境极差,且轴承转速为中低速,所以要把轴承和轴承座里面全部填满,起到一定的密封作用,使轧机轴承工作表面始终处于油膜正常状态。
(3)润滑脂的更换。轧辊运转一定时间后,应拆下轴承座对轴承进行检查,查看油路是否通畅,润滑脂是否缺脂、失效、变质、变硬,润滑脂中是否含有氧化皮和其它杂质,如果缺脂,重新加入润滑脂,添加润滑脂时应注意,不同牌号的润滑脂不能混用;如果润滑脂已经失效,必须彻底更换,更换新脂时,应把轴承内原有的润滑脂完全清除,将部件清洗干净,再注入新的润滑脂,并对滚动体、保持架和滚道进行彻底检查,弄清密封和润滑的效果,必要时进行改进。
2.4、强化密封件的可靠性
密封件要正确安装到位,定期检查密封件的密封情况,及时更换失效密封件,确保轴承的密封性能,严格“三防”,防水、防尘、防漏,保持轧机轴承内部良好的润滑状态。3、结语
通过对采取一系列改进措施,显著提高了轧机轴承的使用寿命,降低了生产成本,减少了轧机故障停机时间,提高了生产效率,节约了社会资源,为企业创造了更好的经济效益。

 关注公众号,随时查轴承
关注公众号,随时查轴承